Las láminas de acero al carbono cortadas con láser son de corte en caliente. En condiciones de corte normales, el efecto de corte del acero al carbono debe estar libre de rebabas y las líneas de tracción son consistentes, como se muestra en la siguiente figura.

Sin embargo, debido a una depuración incorrecta de la operación, pueden ocurrir problemas y se pueden hacer ajustes de acuerdo con las razones.
La parte inferior de la línea de tracción tiene un gran desplazamiento, la parte inferior del corte es más ancha

Causas posibles | Solución |
La velocidad de alimentación es demasiado alta | Reduzca la velocidad de alimentación |
La potencia del láser es demasiado baja | Aumente la potencia del láser |
La presión de aire es demasiado baja | Aumente la presión |
El enfoque es demasiado alto | Reduzca el enfoque |
La rebaba en la superficie inferior es similar a la escoria, que gotea y es fácil de quitar

| Causas posibles | Solución |
La velocidad de alimentación es demasiado alta | Reduzca la velocidad de alimentación |
La presión del aire es demasiado baja | Aumente la presión |
El enfoque es demasiado alto | Reduzca el enfoque |
Las rebabas de metal que están conectadas entre sí se pueden quitar como una sola pieza

| Causas posibles | Solución |
El foco es demasiado alto | Reduce el enfoque |
Las rebabas de metal en la superficie inferior son difíciles de eliminar

| Causas posibles | Solución |
La velocidad de alimentación es demasiado alta | Reduzca la velocidad de alimentación |
La presión del aire es demasiado baja | Aumente la presión de aire |
El gas es impuro | Use un gas más puro |
El enfoque es demasiado alto | Reduzca el enfoque |
Solo hay rebabas en un lado del corte de la placa

| Causas posibles | Solución |
Alineación incorrecta de la boquilla | Boquilla de centrado |
Apertura defectuosa de la boquilla | para cambiar la boquilla |
El material se descarga desde arriba

| Causas posibles | Solución |
La potencia es demasiado baja | Cuando esto sucede, presione el botón Pausa inmediatamente para evitar que la escoria salpique sobre el espejo de enfoque. Luego aumente la potencia y reduzca la velocidad de alimentación. |
La velocidad de alimentación es demasiado alta |
La pieza de trabajo no está cortada

| Causas posibles | Solución |
Error de gas de procesamiento (N2) | Cuando esto sucede, presione el botón de pausa inmediatamente para evitar que la escoria salpique sobre el espejo de enfoque. |
La velocidad de alimentación es demasiado alta | Uso de oxígeno como gas de procesamiento |
La potencia es demasiado baja | reduzca la velocidad de alimentación y aumente la potencia |
La superficie de corte no es precisa

| Causas posibles | Solución |
La presión del aire es demasiado alta | Reduzca la presión de aire |
La boquilla está dañada | Reemplace la boquilla |
El diámetro de la boquilla es demasiado grande | Instale la boquilla adecuada |
El material no es bueno | Use un material con una superficie lisa |
Sin rebabas, la línea de tracción está inclinada y la ranura se estrecha en la parte inferior

| Causas posibles | Solución |
La velocidad de alimentación es demasiado alta | Reduzca la velocidad de alimentación |
La superficie de la superficie de corte es muy rugosa

| Causas posibles | Solución |
El enfoque es demasiado alto | Reduzca el enfoque |
La presión del aire es demasiado alta | Reduzca la presión de aire |
La velocidad de alimentación es demasiado baja | Aumente la velocidad de alimentación |
El material está demasiado caliente | Material de enfriamiento |
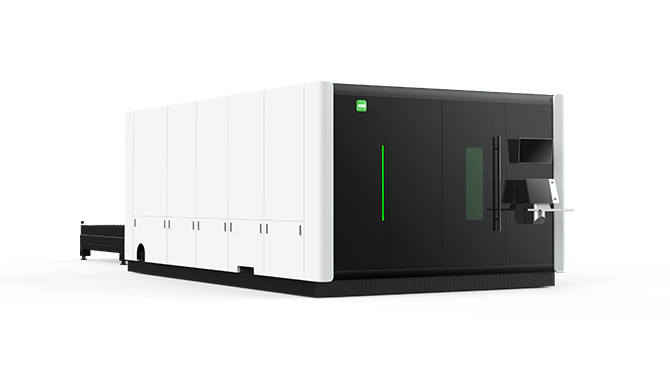
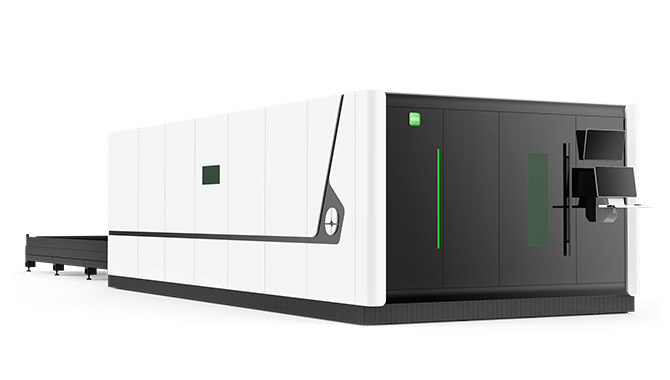
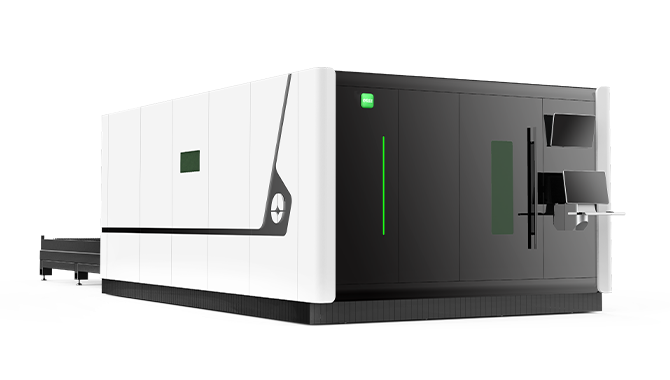
OREE máquina de corte por láser de fibra de hoja láser OR-F3015, usted invierte en la presentación del negocio!
Fabricante profissional de máquina de corte a laser - oreelaser